



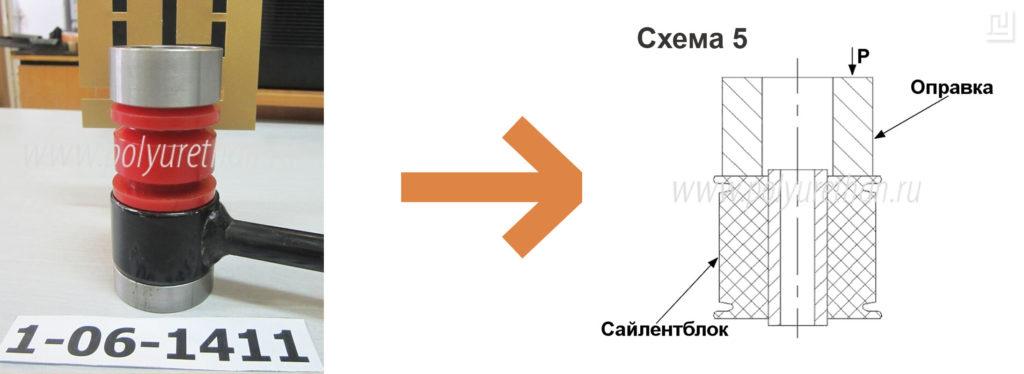
1. Подбор оправки:
Для прессования сайлентблоков с полиуретановой наружной поверхностью (схема 5) усилие можно прилагать на полиуретановый слой с торца изделия, пропустив выступающую внутреннюю металлическую втулку в отверстие оправки, причем размер отверстия во избежание подрезания должен быть больше диаметра втулки на 1- 2 мм. Кромки отверстия оправки и ее наружного диаметра должны иметь фаски или должны быть явно притуплены, опять же для исключения подрезания полимерного слоя. С нижней части установочного отверстия необходимо предусмотреть беспрепятственный выход внутренней втулки сайлентблока.
Бывает, что внутренняя втулка выступает по длине за габариты наружной поверхности незначительно (до 2-3 мм). В таком случае оправка для запрессовки может не иметь центрального отверстия (схема 6), все остальные требования должны быть соблюдены. Усилие пресса можно прилагать прямо на внутреннюю втулку.

2. Процесс запрессовки:

Перед установкой поверхность посадочного места обязательно должна быть обработана достаточным количеством смазки. Когда сайлентблок зайдет в установочное отверстие не менее, чем на половину своей длины, рекомендуется кратковременно снять усилие прессования для того, чтобы полиуретановый слой сайлентблока смог свободно заполнить выборки (канавки) на поверхности, специально для этого выполненные при изготовлении детали.

Окончательно снимать усилие прессования необходимо по достижению верхней кромки полиуретанового слоя (шляпки, бурта), не допуская ее подрезание о край отверстия рычага или тяги. Запрессованный сайлентблок должен выступать за габариты установочного места одинаково (как правило).

Если это не обеспечено с первого раза, возможно приложить усилие запрессовки еще раз с нужной стороны до выравнивания расположения детали в рычаге (тяге).
Pueden enviar el repuesto a CHile, o tienen algún distribuidor en Chile. Explíqueme cómo procedemos.
En estos momentos no tenemos la capacidad técnica para entregar a Chile.